Hallo, hatte ja am 8. Dezember ein paar “Winkelelemente” als Leistenverbinder gedruckt. Sind alle nicht wirklich was geworden. Halt zwischen den einzelnen “ABS-Fäden” oft zu gering.
Der Grund war nach Alex Vermutung, dass keine 0,35 sondern “de facto” eine 0,33 mm Düse nach dem letztens durchgeführten Wechsel eingebaut wurde.
… Kann das jemand Bestätigen, dass mit der Einstellung 0,33 mm im Slicer der Druck gut ist?
Joa, ich hab mal mit 0.33mm-Düsendurchmesser-Einstellung gedruckt und ging super! Ich werd noch mal am Profil tunen und das dadurch lösen!
Hmm, beim letzten Druck hab ich mal 0,32mm getestet, ging auch gut…
Ich habe das Profil aus dem Forum benutzt (Downloads und Unterstützung: kühling&kühling RepRap) und „nozzle diameter“ auf 0.32mm geändert sowie die „first layer height“ entsprechend angepasst.
Dies ist das Ergebnis:
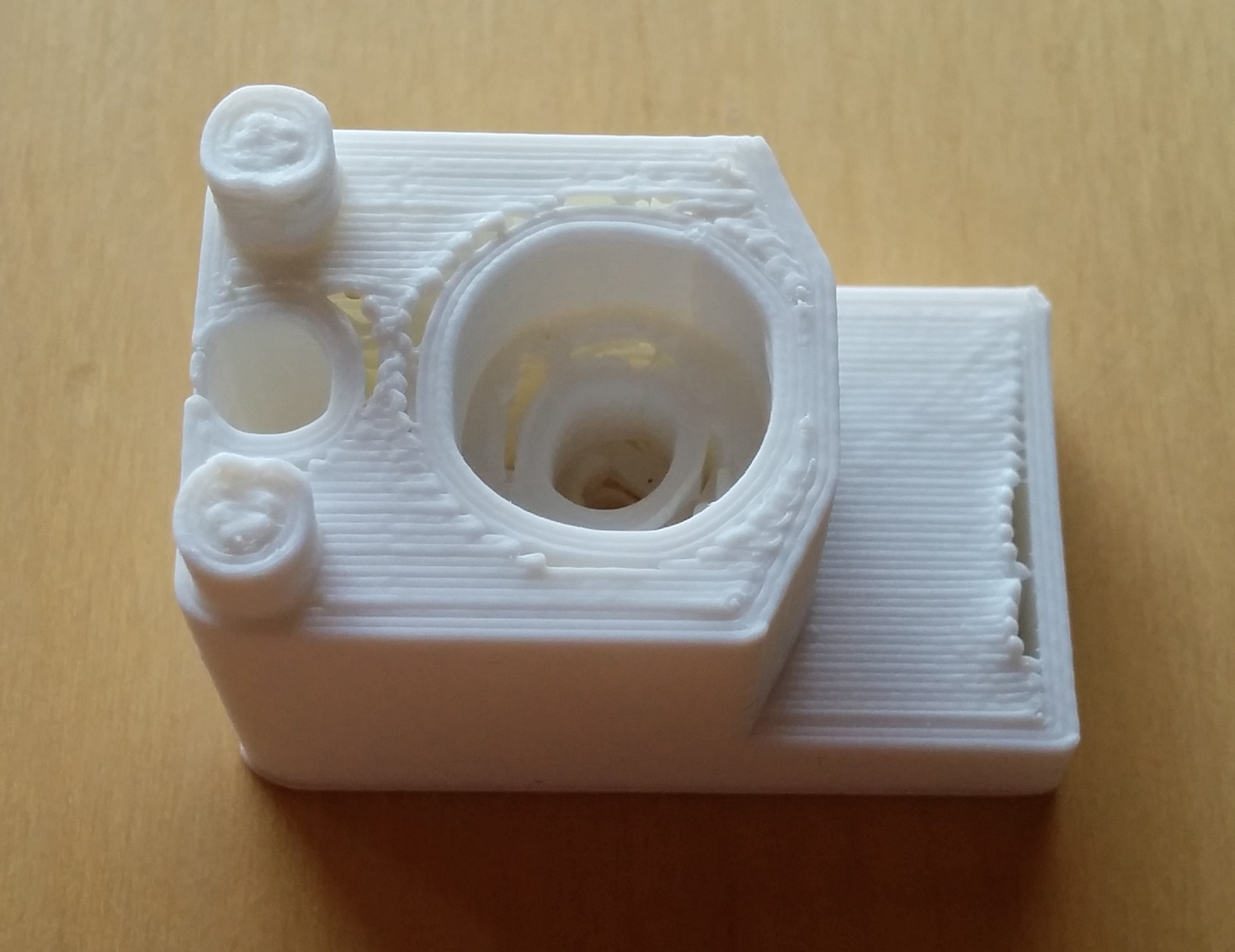
Ansicht von oben.

Ansicht von unten.
Das „infill“ reicht irgendwie nicht ganz an die „perimeter“ Bahnen heran, was deutlich an der oberen Ansicht zu erkennen ist. Aber selbst bei der ersten Schicht ganz unten ist es auch zu sehen.
Wie kann ich die Druckqualität verbsessern? Kann es an dem Düsendurchmesser liegen, oder doch eher an anderen Parameters in slic3r und wenn ja, welche?
Moin Christian,
ich würde meinnen, dass wahrscheinlich der “Extrusion Multipier” zu gering eingestellt ist:
http://docs.kuehlingkuehling.de/ht500/troubleshooting (Fehler P6)
Lass uns das doch heute nachmittag mal überprüfen!