Da die Druckqualität unseres FabLab-Prusas „nicht mehr ganz optimal“ war, habe ich mich zwischen den Feiertagen mal um den Kleinen gekümmert.
Anmerkung: Unser zweiter Prusa ist aktuell bei Marco, der den Drucker mit dem MMU ausrüstet.
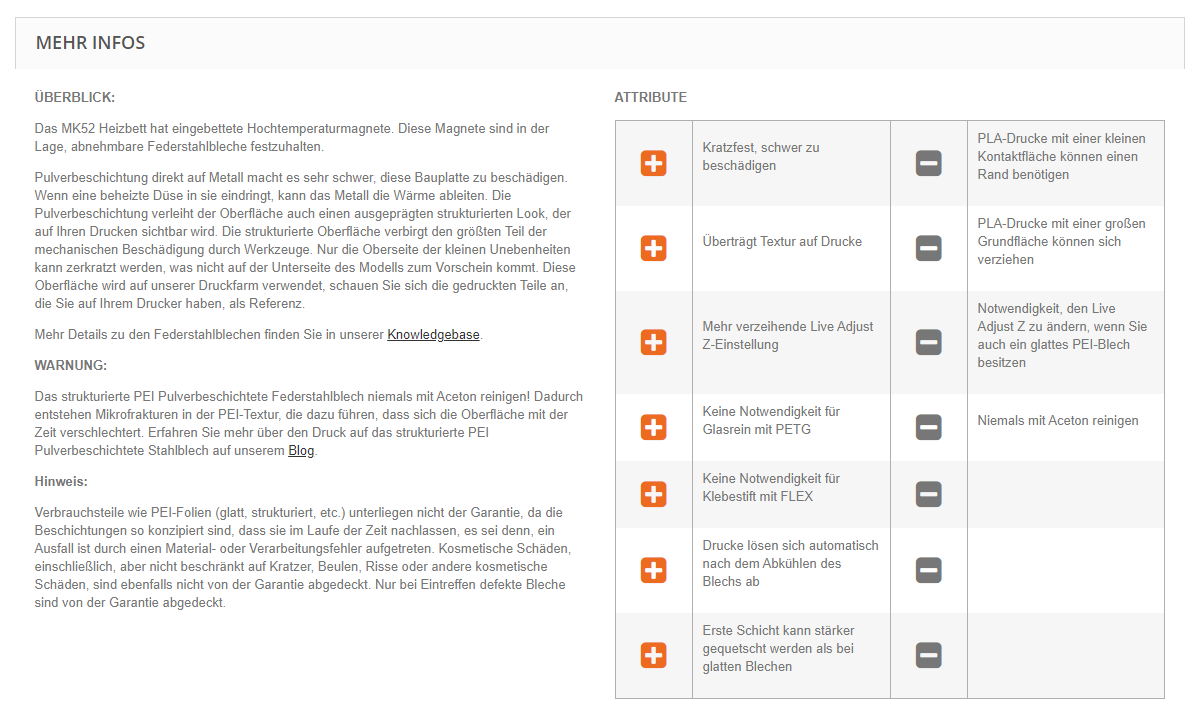
Von der Oberflächenstruktur des Druckbettes war aufgrund übermäßigem Haftmittelgebrauchs nicht mehr viel zu sehen. Stellenweise war das Druckbett komplett glatt.

…und laut geworden ist er in den letzten Monaten auch noch. 

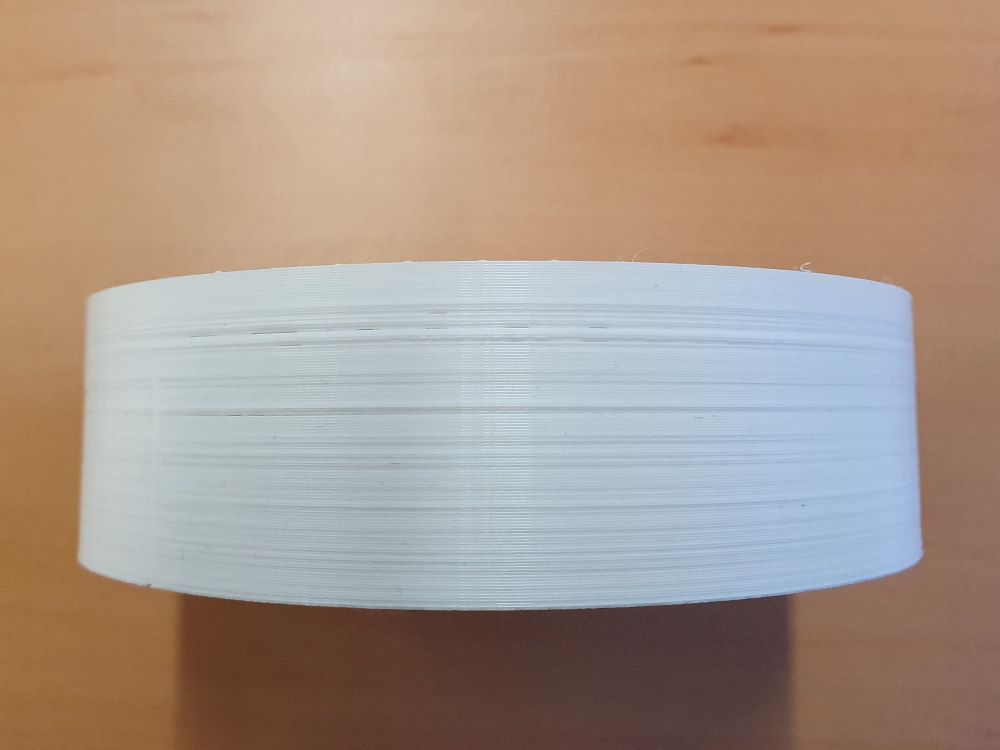
Es blieb mir also nichts anderes übrig, als die kleine Rödelkiste nach ein paar liebevollen Streicheleinheiten zu zerlegen.
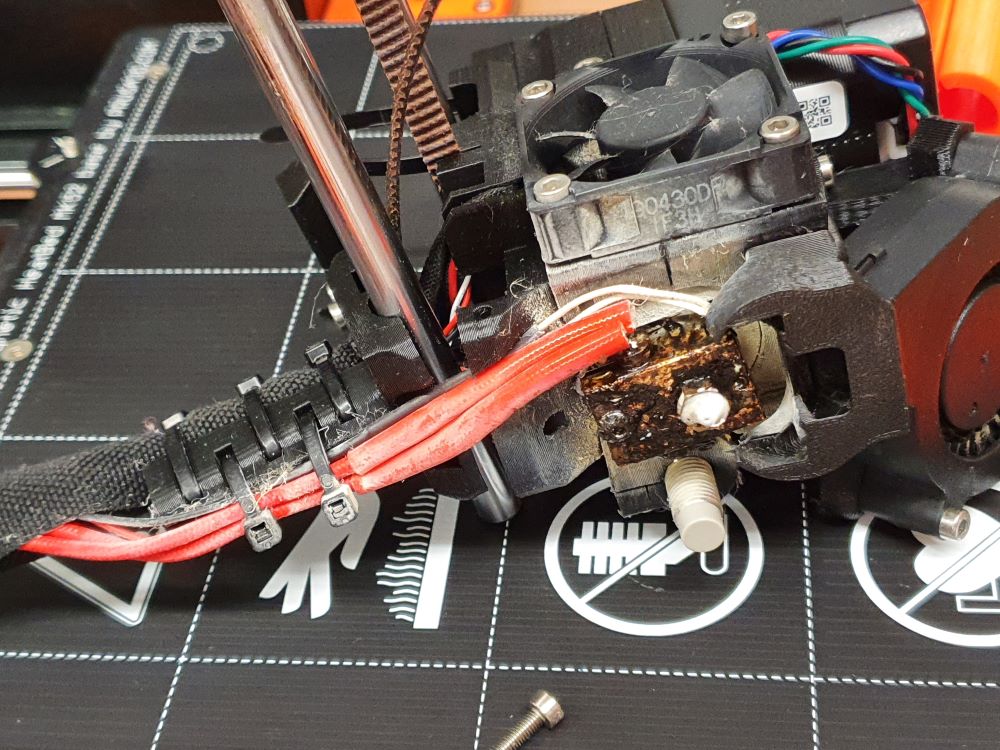
Durch das Besprühen des Druckbettes auf dem Drucker wurden nicht nur das Druckbett, sondern auch der Druckkopf und die daran montierten Lüfter mit Haftmittel eingenebelt.
Den Druckkopf werde ich in den nächsten Tagen zerlegen und schauen, inwieweit ich die Lüfter und das Hotend gereinigt und gewartet bekomme. So funktioniert es erstmal, ist aber keine Dauerlösung.

Wenn man sich die Lager und die Präzisionswellen anschaut, kann man schon erahnen, dass hier nicht mehr großartig viel Präzision vorhanden ist.

Hier seht Ihr eine Nahaufnahme der Haftmittelschicht auf den Wellen der X-Achse. Wenn man sich die ausgehärtete Klebeschicht auf den Wellen anschaut, sieht man, dass dort immer mal wieder Abplatzer vorhanden sind. Das abgeplatzte Klebematerial kann sich in den Lagern sammeln bzw. wird von den Kugeln in das Lager transportiert und kann dafür sorgen, dass die Lager nicht mehr vernünftig laufen.

Hier sieht man, wenn man genau hinschaut, die Folgen eines festsitzenden Lagers. Die obere Welle der X-Achse hat mehrere tiefe Riefen.
Bei der Montage habe ich die beschädigte Welle nach unten gesetzt, da dort nur ein Lager läuft. Die Welle sollte bei nächster Gelegenheit erneuert werden.


Anschließend habe ich mich um die Z-Achse gekümmert.
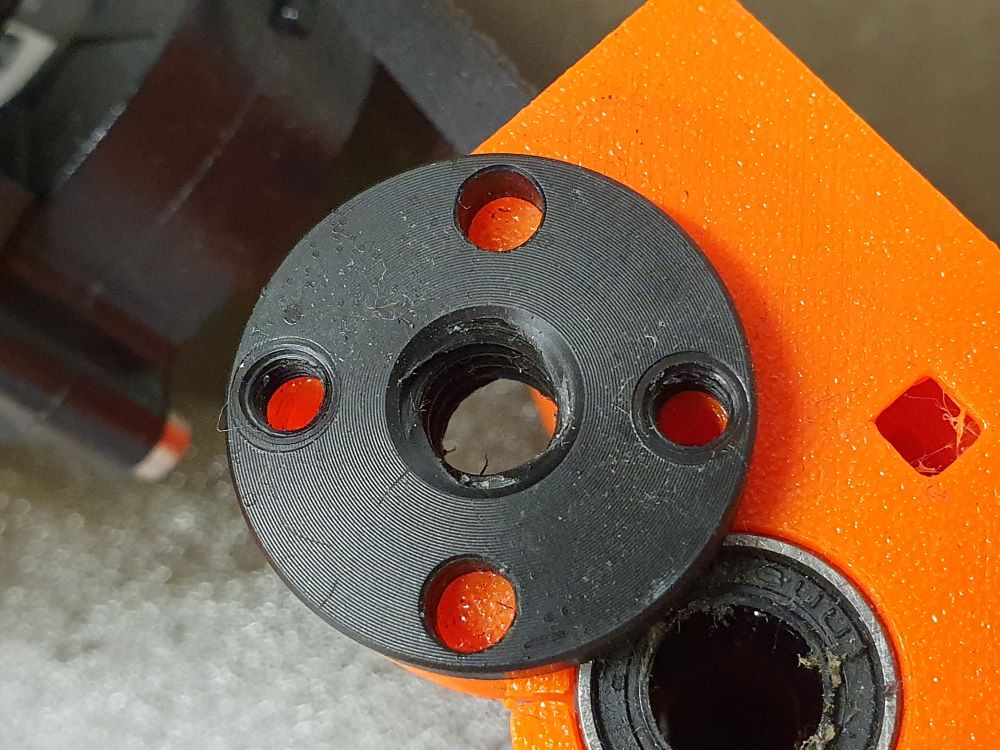
Bei der Demontage fiel mir auf, dass die Trapezgewindemuttern durch die Gewindebohrungen befestigt und die Gewinde bereits leicht beschädigt wurden. Ob man die Gewindebohrungen oder die glatten Bohrungen wählt, ist relativ egal, da die anderen Bohrungen auch Spiel haben. Bei der Montage habe ich die Trapezgewindemuttern über die glatten Bohrungen befestigt. So bleiben die Gewinde in den POM-C-Muttern erhalten, falls sie doch noch mal benötigt werden.
Im Anschluss ging es der Y-Achse an den Kragen. Man sieht, es hat sich dort einiges in den letzten Jahren angesammelt.

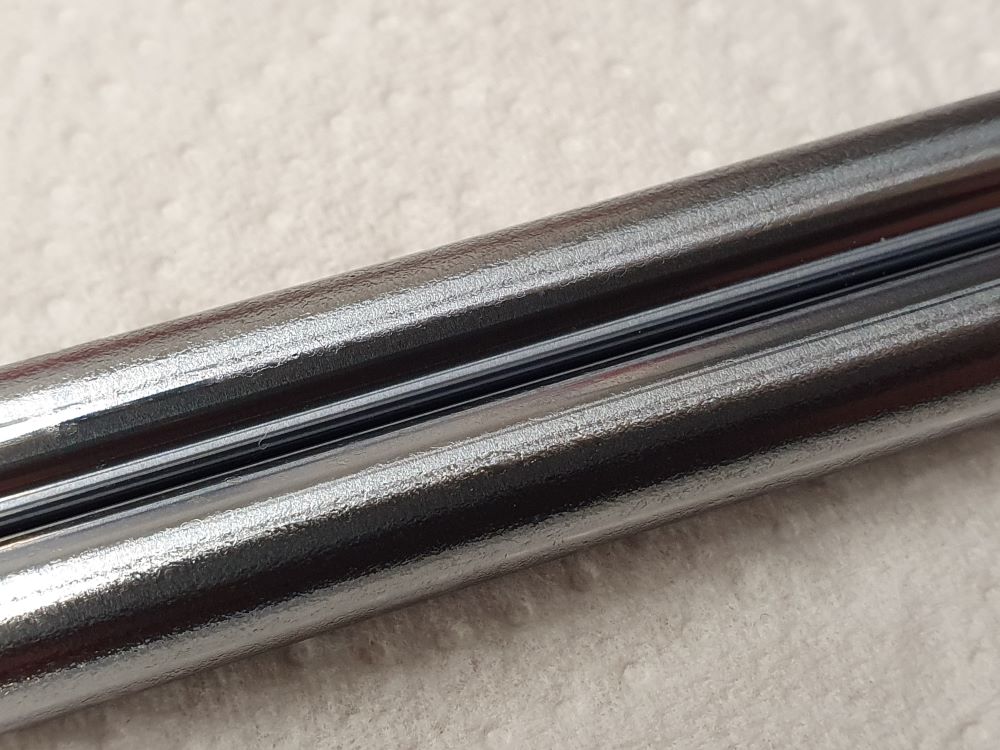
Selbst die Y-Achse war mit einer feinen, ausgehärteten Haftmittelschicht versehen. Oben seht Ihr die ungereinigten Wellen der Y-Achse, unten die bereits gereinigten Wellen der Z-Achse (ja, auch die hatten eine Beschichtung).

…und weil es so eine schön gleichmäßig satinierte Oberfläche ist, hier die Y-Wellen nochmal in der Nahaufnahme:
Nachdem die Wellen sauber waren, habe ich mir die Lager angeschaut. Ein Lager habe ich mal als Anschauungsbeispiel zerlegt. In Anbetracht des bereits entstandenen Schadens an der X-Achse habe ich die Lager nicht gereinigt, sondern komplett neue Lager verbaut.



Vor dem Einbau habe ich die neuen Lager durch Baden und Schwenken in Isopropanol von dem bereits leicht klebrigen Öl, mit dem sie bei Lieferung geschmiert waren, befreit.
Bevor Ihr Lager mit Kunststoff- oder/und Gummiteilen in Lösemitteln reinigt, solltet Ihr Quellversuche mit den entsprechenden Lösemitteln durchführen oder Euch über die chemische Beständigkeit der Lagerkunststoffe informieren. Waschbenzin hat mir bspw. mal die Laufkäfige bei einem Satz Rillenkugellager zerstört.
Ich habe ein Lager zum Testen einen Nachmittag in Isopropanol gelegt und keine negativen Einflüsse festgestellt.
Nach dem Trocknen habe ich die Lager mit Nigrin Mehrzweckfett (Art.-Nr. 74145) gefettet. Das Fett ist silikon-, vaseline-, harz- und graphitfrei, für Kunststoffe geeignet und salzwasser- und temperaturbeständig bis 120°C.


Nach dem Fetten habe ich die Spitze verpackt, damit sich kein Staub und Dreck dort ansammelt und man sie bei der nächsten Wartung nochmal verwenden kann. Man muss ja nicht unnötig Müll produzieren. 
Die STL für die passende, 3D-gedruckte Spitze für das Nigrin Mehrzweckfett findet Ihr hier:
Ich verwende auch gern diese Aufsätze für Spritzen, da ist man unabhängiger vom Gewinde der Schmiermitteltube:

Nachdem alle Lager geschmiert waren, habe ich die Wellen der Y-Achse inkl. Lager montiert, das Heizbett angeschraubt, die Z-Wellen befestigt, die X-Achse mit der Z-Achse verbunden und den Druckkopf zusammengesetzt, dabei habe ich auch sämtliche Schrauben am Drucker nachgezogen.
Anschließend habe ich den Prusa grob kalibriert und das Druckbett gelevelt. Eine ordentliche, ausführliche Kalibrierung mache ich, sobald ich den Druckkopf gereinigt habe.
Der Z-Offset ist aktuell unter „Smooth1“ gespeichert, der Offset-Wert kann aber auch auf „Textur1“ übertragen werden. Die gespeicherten Offsetwerte kann man je nach verwendetem Druckbett unter „Settings -> HWSetup -> Steel Sheets“ auswählen.
Das Druckbett habe ich einen Nachmittag in warmem Seifenwasser eingelegt und alle paar Stunden abgerieben, um die mehrere Zehntelmillimeter dicke Haftmittelschicht zu entfernen. Jetzt ist die Struktur auch wieder erkennbar. 
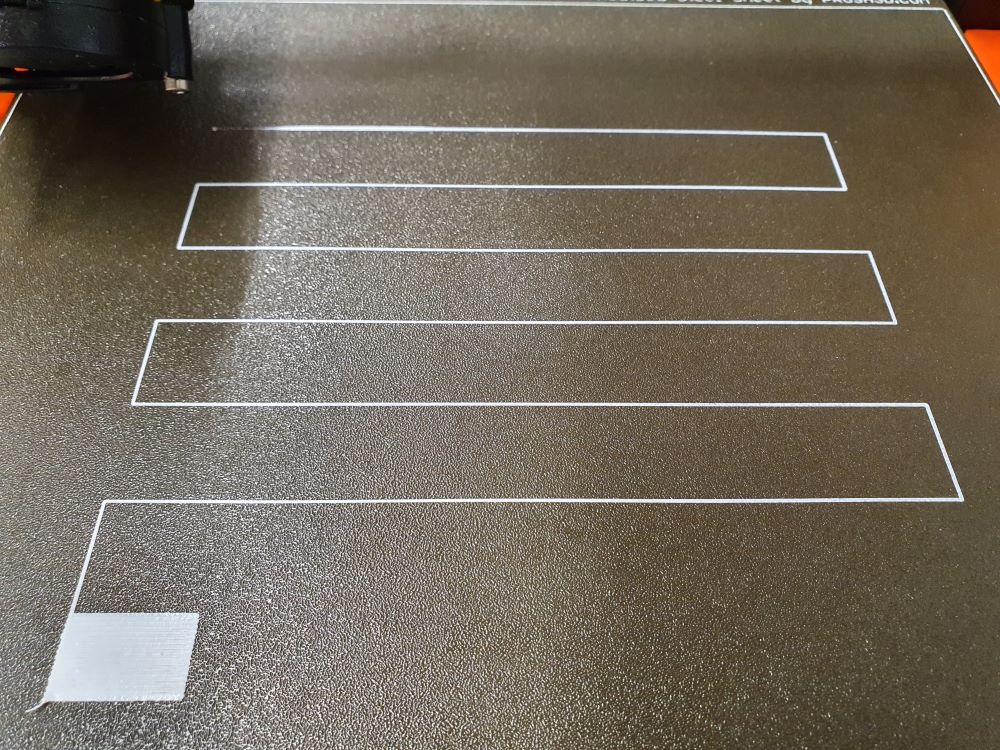
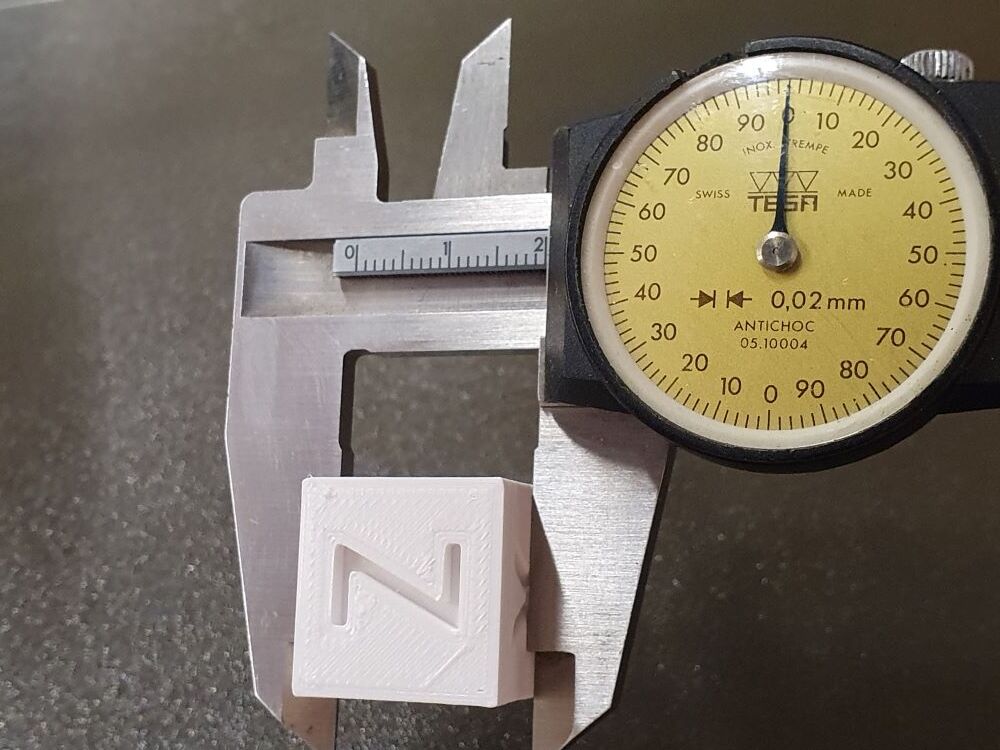
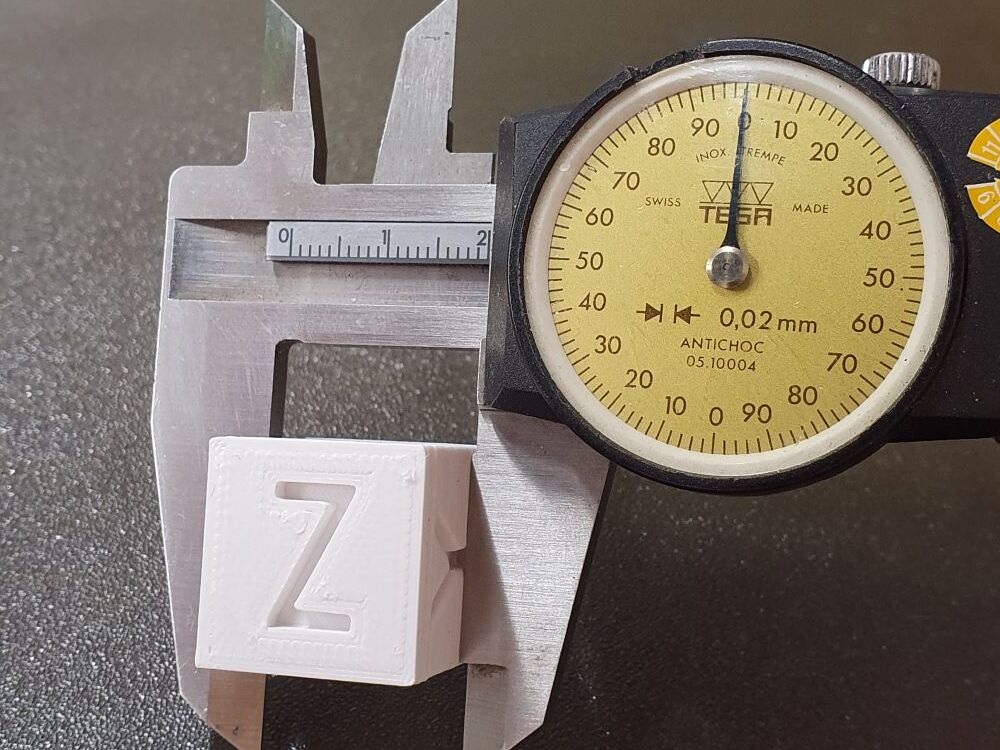
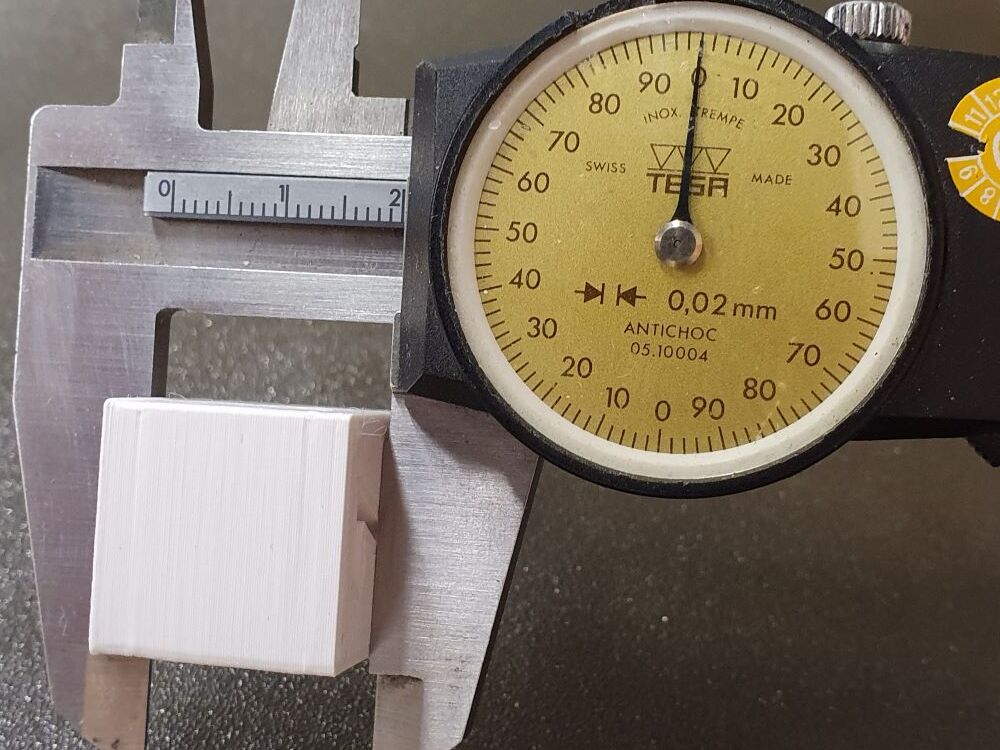
Abschließend habe ich noch drei Kalibrationswürfel gedruckt und jeweils nachjustiert. Beim dritten waren die Maße brauchbar. An der Oberflächenqualität lässt sich aber noch was machen. 
Jetzt läuft der Prusa erstmal wieder.
(…bis ich den Druckkopf abnehme.  )
)

Merke:
-
Wenn Du Haftmittel verwendest, nimm das Druckbett vom Drucker herunter und sprühe nicht in Richtung des Druckers, anderer empfindlicher Geräte oder in Richtung von Personen.
-
Wenn Du Haftmittel aufträgst, sprühe einen feinen Nebel gleichmäßig über das Druckbett, das reicht vollkommen aus.
-
Häufig genügt es für eine bessere Haftung auch schon, das Druckbett mit Isopropanol gründlich abzuwischen, gerade bei dem strukturierten Druckbett.
-
Bitte dreh das Druckbett nicht um, wenn die Oberseite mit Haftmittel behandelt wurde. Wenn Du ein sauberes Druckbett haben möchtest, reinige es mit Isopropanol. Wenn das Druckbett zu stark verunreinigt ist oder Du Dir unsicher bei der Reinigung bist, sage einem/einer Gerätementor/in oder Labmanager/in Bescheid.